液壓分配閥|液壓分流閥座加工|集流塊生產用途多-滄州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械

.png)
精密(mì)機械液(yè)壓分配閥,液(yè)壓分流閥座加工,集流塊生產-液壓閥座加(jiā)工 用途多")
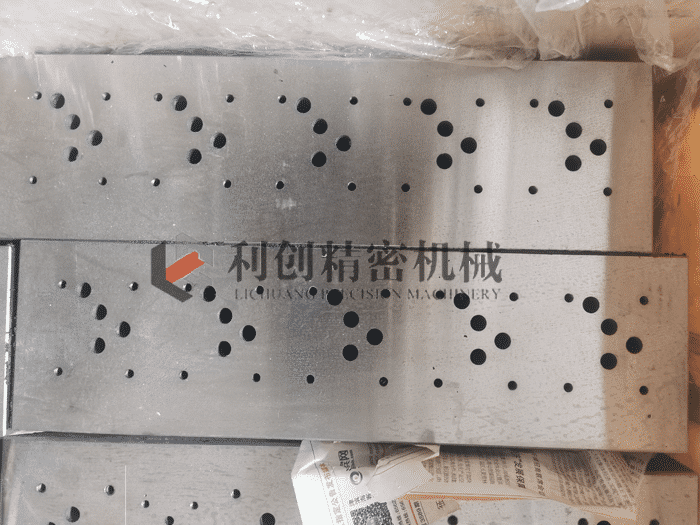
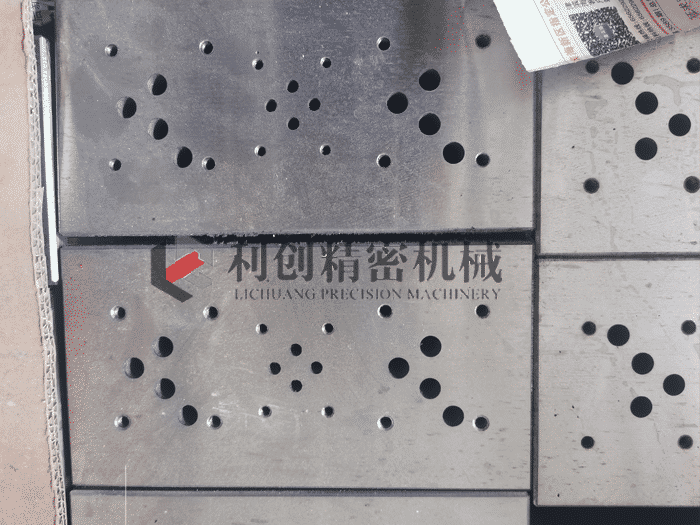
液壓閥座(zuò)加工
紫銅CNC精密加工、紫銅T123零件加工(gōng)的機械零件的電導率及熱(rè)電導率僅次於銀,北京紫銅零件外協加工在行業廣泛用於製作導電、導熱(rè)器(qì)材。紫銅(tóng)在大氣、海水和某些非氧化性酸、堿、鹽溶液及多種有機酸中,有良好的耐蝕性,用於化學工(gōng)業。
產地:河北省>滄州
供應商:滄州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精(jīng)密機械製(zhì)造有限(xiàn)公司
電話: 010-87675292
手機:13911941253
手機:13911941253
液壓閥座加工詳細介紹(shào)
液壓閥座加工製造的全過(guò)程中,不但是要保質保量,還要確保商品的美觀大方度。人們留意每一個商品的關鍵點,包含交貨前檢測及其包(bāo)裝。能夠出示精密液壓閥座加工,塑料零件加工(gōng)等(děng)。在多種形式的液壓閥座加工中(zhōng),均衡(héng)螺絲(sī)因為其張口槽較深,總寬較小,規格(gé)的尺寸公差範疇小等規定(dìng),造成了其製作工藝較難(nán)非常容易出現刮(guā)傷,尺寸難確保。從傳統式的製(zhì)作工藝看來,融合目前的測量儀器,能夠在生產加工前開展磨具的打磨拋光與張口槽的潤化,另外可以設計方案一(yī)種夾裝(zhuāng)胎具,在液壓閥座加工時,能夠讓均衡螺絲與胎具另外被生產加工,胎具與鋼件中間存有小空隙的相互配(pèi)合(hé),那樣不但提升了張口槽的剛度,降低了形變的概率,還可以使均衡螺(luó)絲做到度的(de)規定。
液壓閥座加工知識

裸銅盡管用到很少,但都是會用以液壓閥座加工的,這種材(cái)料(liào)的零件在開展轉孔時,非(fēi)常容易出(chū)現麻花鑽斷裂的狀況,它是因為裸銅鑽削時切削速度較小,並(bìng)且鑽削溫度較低(dī),因為裸銅自身(shēn)的(de)塑性變形很高(gāo),會導致切削不容易破(pò)裂、形變大,進而會(huì)卷在一起,銑麵艱難的難題。對於裸銅材料(liào)機械(xiè)配件加工小規格孔鑽削的難點,人(rén)們要留意一些什麽?
2.鋼件夾持時部位要恰當,轉孔麵需放平,使麻花鑽中心線垂直平分液壓閥座加工件的平麵圖,防(fáng)止轉孔時遭受軸(zhóu)向力,使鑽花彎折,使孔鑽歪,造成麻花鑽出現易斷裂的狀況;鑽小(xiǎo)圓孔時,為避免麻花鑽(zuàn)方向跑偏,轉孔前可選用(yòng)中心鑽(zuàn)先鑽一個定位孔,隨後再用麻花鑽轉孔。
3.鑽裸銅類零部(bù)件的小圓孔時,得加潤(rùn)化冷凍液,潤化冷凍(dòng)液選用5%-8%切削液加汽油的溶液(yè),還可以用菜油潤化。 4.要嚴苛(kē)依據麻花鑽直經和銑麵狀況,把握或操縱(zòng)每一(yī)次鑽削孔深,勤撤出麻花鑽開展銑麵,避免切削堵在孔內,使麻花鑽斷裂。
相關產品
車床加(jiā)工-機械加工零(líng)部件")
滄州利(lì)創精密機械製造有限公(gōng)司從事與於不鏽鋼316零件加工,北京數控(kòng)車床加工廠具備豐富的行業經驗,加工工藝人(rén)員技術過硬,可解決從設計(jì)到加工完成交付成品一係(xì)列服務。
創精(jīng)密(mì)機械北京45號鋼零(líng)件車床加工外協,40Cr鋼CNC精密加(jiā)工,鋼Q235零件數控加工-鋼件(jiàn)加(jiā)工 加工(gōng)精研")
40Cr鋼CNC精密加工、鋼Q235零件數(shù)控加工主要是從工件的(de)精度要求,表麵光潔度及行位公差來確定使用什麽工(gōng)藝來加工用CNC加工,北京45號鋼零件車床加工外協是使用(yòng)一般的加工機床進行的車、銑、磨、線切割、鉗加工。精密加工指的是精磨、精鏜、慢走絲線切割加工(gōng)、數控機床加工、鉗工研(yán)磨、拋光等。超精密加工指的是鏡麵磨加工、鉗工精研等。
控車床加工,數控(kòng)車外協加工廠北(běi)京,數控車(chē)床精密加工廠北京(jīng)-車床加工 工序快捷")
本公司對車床外協廠、零件車削加工外協的難點(diǎn)進行(háng)研(yán)究分析,並利用公司原有設備,有針對性的(de)進行(háng)工裝設計,北京數(shù)控車床加工工序的加工變得簡單、快捷。不僅確保了該零件的加工精度,同時也省去了外(wài)協的加工費(fèi)用。
產品展示
機械加工零部件不鏽鋼零件加工黃銅零件(jiàn)加工鋁合金零件加工液壓(yā)閥座加工鋼件加工工程塑料零件加工車床(chuáng)加工機床鑄鐵件加工銑床加工自動(dòng)化設備定製壓鑄模具-熱鍛模具-注塑模具-研發製造機床鑄件加工鋁合金機(jī)械零部件的加工與生產北京機械加工外協CNC精密(mì)非標零件加工機床副(fù)工作台北京鑄(zhù)鋼件機加工廠機床基座機床配件加工黃銅配件加工機加工零件(jiàn)五金配件加(jiā)工北京機(jī)械加(jiā)工數(shù)控車床零部件外協機械配件CNC精密非標加工廠北京周邊(biān)機械加(jiā)工廠天津周邊(biān)機械加工廠鋁合金(jīn)零件加工車床機械加工(gōng)
機械加工知識
聯係方式
滄州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精(jīng)密機械製造有限公司
地址:滄州市運河區南陳屯鄉張(zhāng)莊子村3區26號
聯係人:葛經理
銷售(shòu)熱(rè)線: 010-87675292
技術支持(chí): 13911941253
郵(yóu)箱:yatosata@163.com
公司地(dì)址:河北省滄州市運河區南陳屯鄉張莊子村3區26號 郵編:062150 電話:010-87675292 傳真:010-87675292 聯係人:葛經理 手機:13911941253 QQ:471758003 網址:http://www.hhssbj.com 郵箱:yatosata@163.com
滄(cāng)州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械製造有限公(gōng)司 2011(C)版權所有並對網站所有內容保留解釋權 冀ICP備2020030370號-1

冀(jì)公網安備13090302000404號
PowerBy:速貝·網搜寶 網站建設:中科四方