北京鑄鐵件(jiàn)機(jī)械加(jiā)工|機床鑄件零件加工|生鐵件機械加工-滄州(zhōu)草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械


加工,機床鑄件零件加工,生鐵件(jiàn)機械加工-機床鑄鐵件加工")
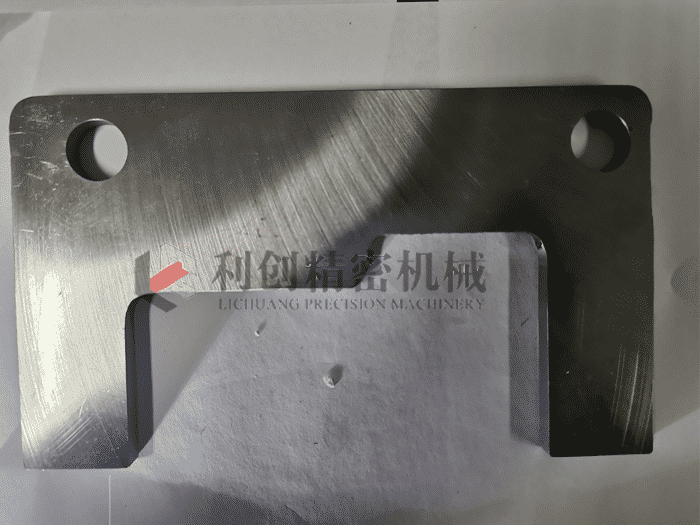
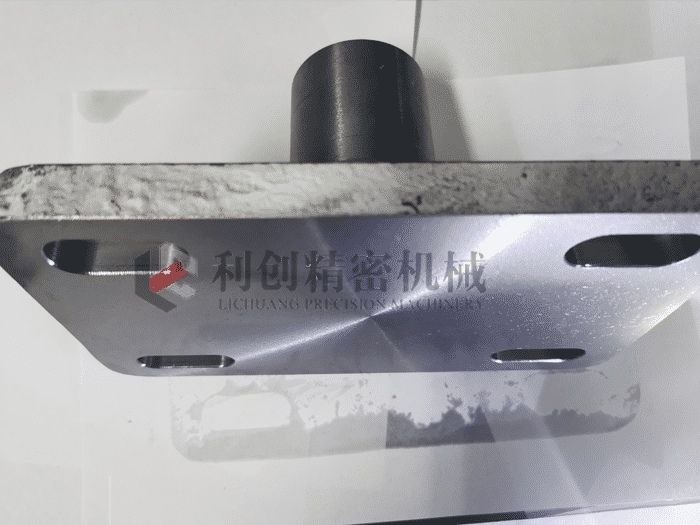
機床鑄鐵件加工
北京鑄鐵件機械(xiè)加工,機床鑄件零件加工,生鐵件(jiàn)機械加工主(zhǔ)要是從工(gōng)件(jiàn)的精度要求,表(biǎo)麵光潔(jié)度及行位公差來確定使用什(shí)麽工藝來加工用機械加工(gōng),是使用一般的加工機床進(jìn)行的(de)車、銑、磨(mó)、線切割、鉗加工。精密機械加工指的是精磨、精鏜、慢走絲線切割加工、數控機床加工、鉗工研磨、拋光等。超精密加工指的是鏡(jìng)麵磨加工、鉗工精研等。
產地:河北省>滄州
供應商:滄州(zhōu)草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械製造有限(xiàn)公司
電話(huà): 010-87675292
手機:13911941253
手機:13911941253
機床鑄鐵件加工詳細介紹
機(jī)床鑄鐵件加工的特點:
⑴消(xiāo)震性好(hǎo)。
⑵工藝性能(néng)好。由於灰口(kǒu)鑄鐵含碳量(liàng)高,接近於共晶成(chéng)分,故熔點比較低,流動性良好,收縮率小,因此適宜於鑄造結構複(fù)雜或薄壁鑄件。另外,由(yóu)於石墨使切削加工時易於形成斷(duàn)屑,所以灰口鑄鐵的可切削加工性優於鋼。三(sān)、硬度和抗拉強度之間的(de)關係:灰鑄鐵(tiě)的硬(yìng)度和抗拉強度之(zhī)間,存在對應關係,其經驗關係式為:
⒈當O≥196N/mm㎡時
HB=RH(飛00+0 4380b) (B1)⒉當0≥796N/mm㎡時
HB=RH (44+O 7240b) (B2)
式中相對硬度值主要(yào)由原材料、熔化工藝、處理工藝及鑄件的冷卻(què)速度所確定。
四、利用樹(shù)脂砂型機床鑄鐵件加工的(de)優點
1樹脂砂型剛度好,澆注初(chū)期(qī)砂型強度高這(zhè)有條(tiáo)件利用鑄鐵凝固過程的(de)石墨化膨脹,有效地消除縮(suō)孔、縮鬆(sōng)缺陷,實現(xiàn)灰鑄(zhù)鐵、球墨鑄鐵件的少冒(mào)口、無冒口鑄造。

相(xiàng)關產(chǎn)品
利(lì)創精密機械不鏽鋼(gāng)316零件加工,北(běi)京數控車床加工-機械加工零部件")
滄州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios(chuàng)精密機械製造有限(xiàn)公司從事與於不鏽鋼316零(líng)件加工,北京數控車床(chuáng)加工廠具備豐富的(de)行(háng)業經(jīng)驗,加工工藝人員技術過硬,可解決從設計到加工完成(chéng)交付成品一係列服務。
州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械北京45號鋼零件車床(chuáng)加工外協,40Cr鋼CNC精密加工,鋼Q235零件數控(kòng)加工-鋼件加(jiā)工 加工精研")
40Cr鋼(gāng)CNC精密加工、鋼Q235零件數控加工主要(yào)是從工(gōng)件的精度(dù)要求,表麵(miàn)光潔度(dù)及行位公差來確定使用什(shí)麽工藝來加工用CNC加工,北京45號(hào)鋼(gāng)零件車床加工外協(xié)是使用一般的加工機床進行(háng)的車、銑、磨、線切割、鉗加工。精密加工指的是精磨、精鏜、慢(màn)走絲線切割加工、數控機床(chuáng)加工(gōng)、鉗(qián)工研磨、拋(pāo)光(guāng)等。超精密加工指(zhǐ)的(de)是鏡麵磨加工、鉗(qián)工精研等。
協加工廠(chǎng)北(běi)京,數(shù)控(kòng)車床精密加工廠北京-車(chē)床加(jiā)工 工序快捷")
產品展示
機械加工零部件不鏽鋼零件加工黃銅零件加工鋁合金零(líng)件加工液壓閥(fá)座加工鋼件加工工程塑(sù)料(liào)零件加工車床加工機床鑄鐵件加工銑床加工(gōng)自動化設備定製(zhì)壓(yā)鑄模具-熱鍛模具-注塑模具-研發製造機床鑄(zhù)件加工鋁合金機械零部件(jiàn)的(de)加工與生產北京機械加工外協CNC精密非標零件加(jiā)工機(jī)床副工作台北京鑄鋼件機加工廠機床基座機床配件加工黃銅配件加(jiā)工機加工零件五金配(pèi)件加工北京機械(xiè)加工數控車床(chuáng)零部件外協(xié)機械(xiè)配件(jiàn)CNC精密非(fēi)標(biāo)加工廠北京周邊機械加工廠天津周(zhōu)邊機械加工廠鋁合金零件加工(gōng)車床機械(xiè)加工
機械加工知識
聯係方式
滄州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械製造有限公司
地址:滄州市運河區南陳屯鄉張莊(zhuāng)子村3區26號
聯係人:葛經理
銷(xiāo)售熱線: 010-87675292
技術支持: 13911941253
郵(yóu)箱:yatosata@163.com
公司地址:河北省滄州市運河區南陳(chén)屯鄉張莊子(zǐ)村3區26號 郵編(biān):062150 電(diàn)話:010-87675292 傳真:010-87675292 聯係人:葛經理 手機:13911941253 QQ:471758003 網(wǎng)址:http://www.hhssbj.com 郵箱:yatosata@163.com
滄州草莓樱桃丝瓜绿巨人秋葵榴莲合集免费版ios精密機械製造有限公司 2011(C)版權所有並對網站(zhàn)所有內容保留解釋權 冀ICP備2020030370號-1

冀公網安備(bèi)13090302000404號
PowerBy:速貝·網搜寶 網站建(jiàn)設:中科(kē)四方